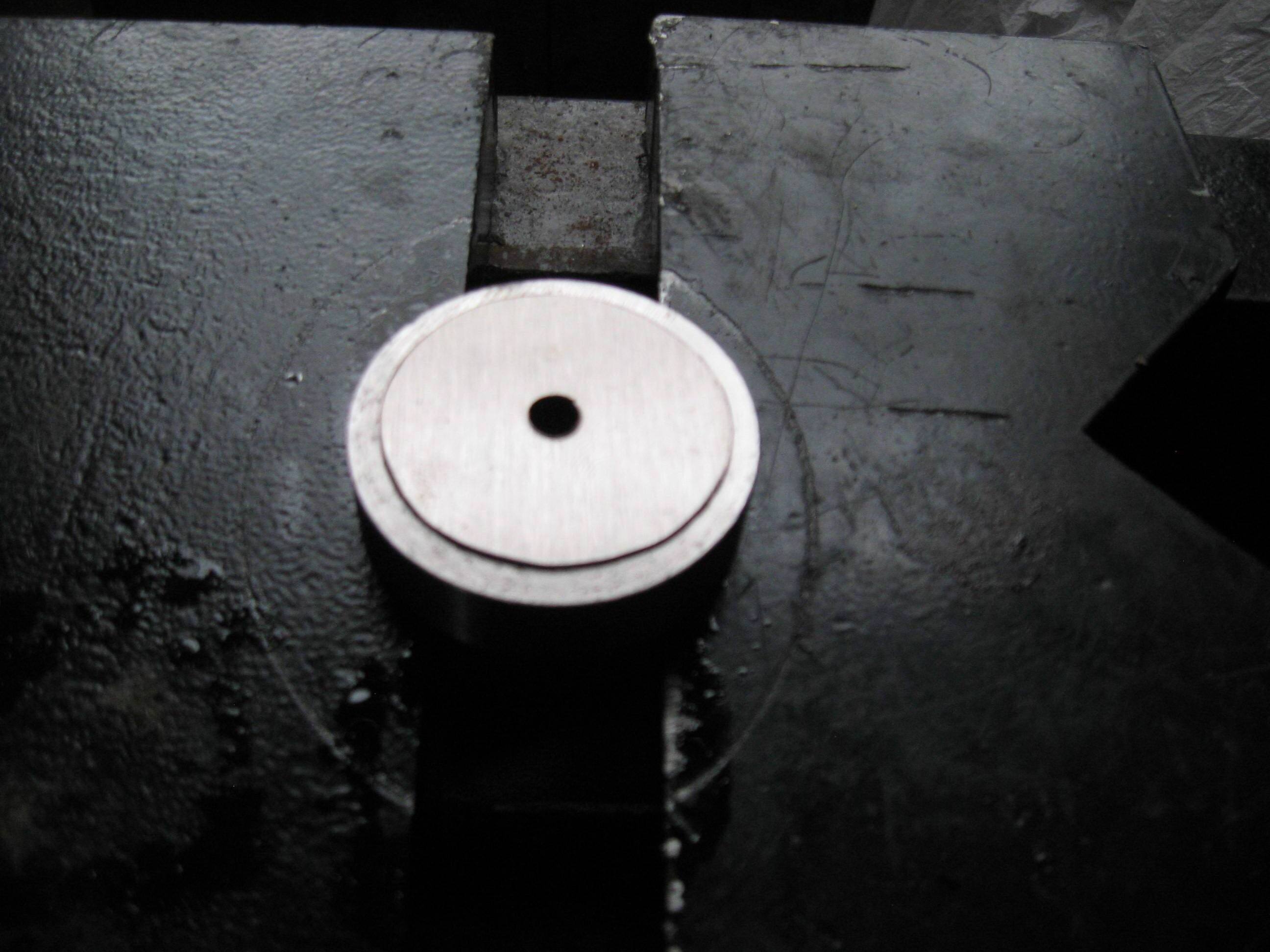
Hello all. I’ve have been working on my winter to-do list. I have a few more things to share. I’m not sure what happened to the sealing ring that is supposed to be on the oil pan plug, so I thought I’d try something to remedy the situation. Here’s a picture of the aftermarket magnetic plug.
Then I went through my “O” ring kit and found one that the ID was just around the size of the threads.
Next step was to make a ring (aluminum) that fit the outside diametre of the “O” ring.
And put it together. It fit nicely in the pan and appears that it is going to seal well. Worse case, make a new washer out of aluminum with no “O” ring to seal.
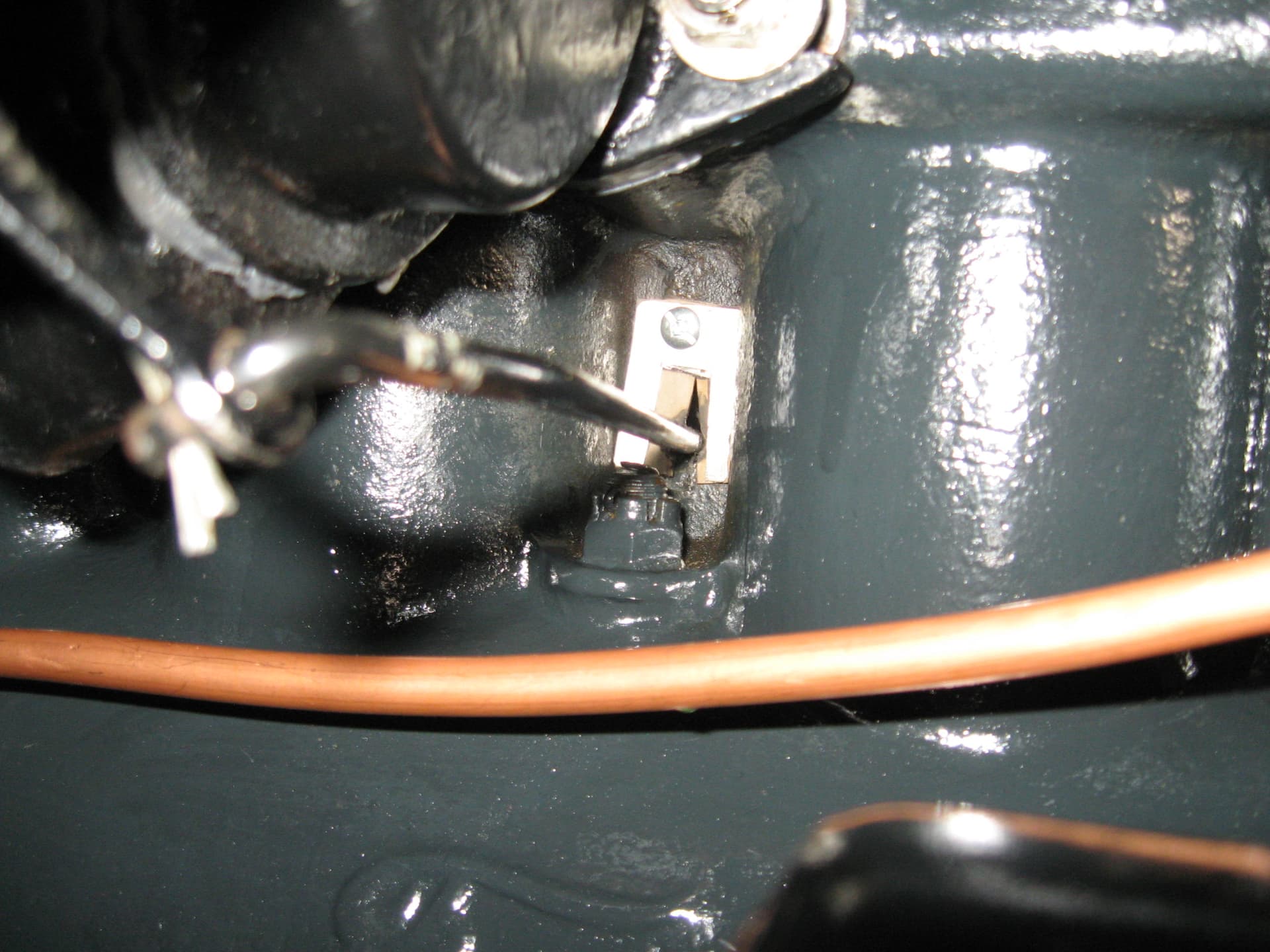
Next, I needed to reseal the valve cover as oil was leaking out where the throttle rod comes through, and could also see that the existing gasket had pretty much given up the ghost. Thought I’d try one out of rubber, but where the rod comes out, just cut a slit in the rubber to try and cut down on the oil that likes to come out that hole.
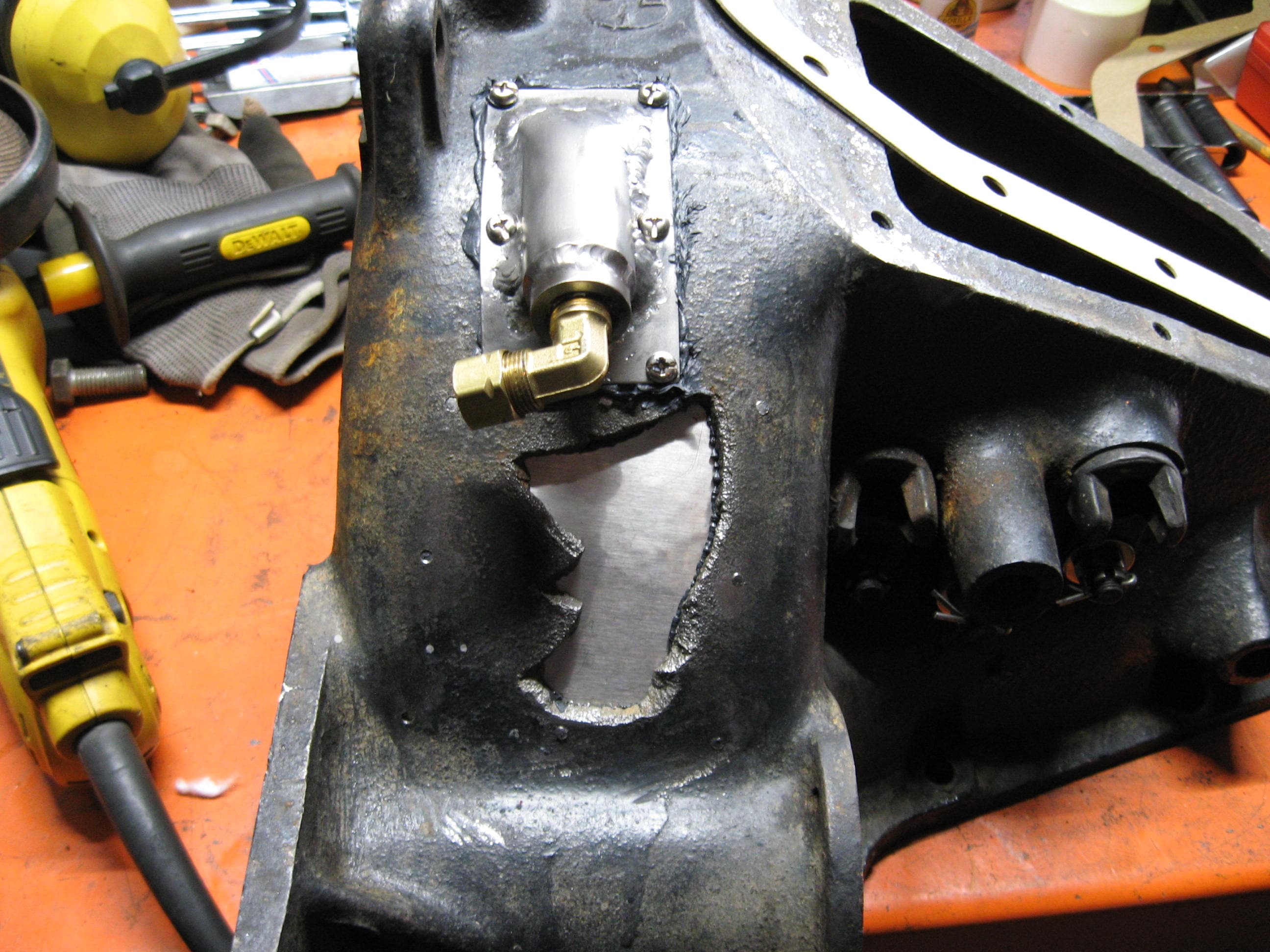
Here it is in place without the cover.
And done!
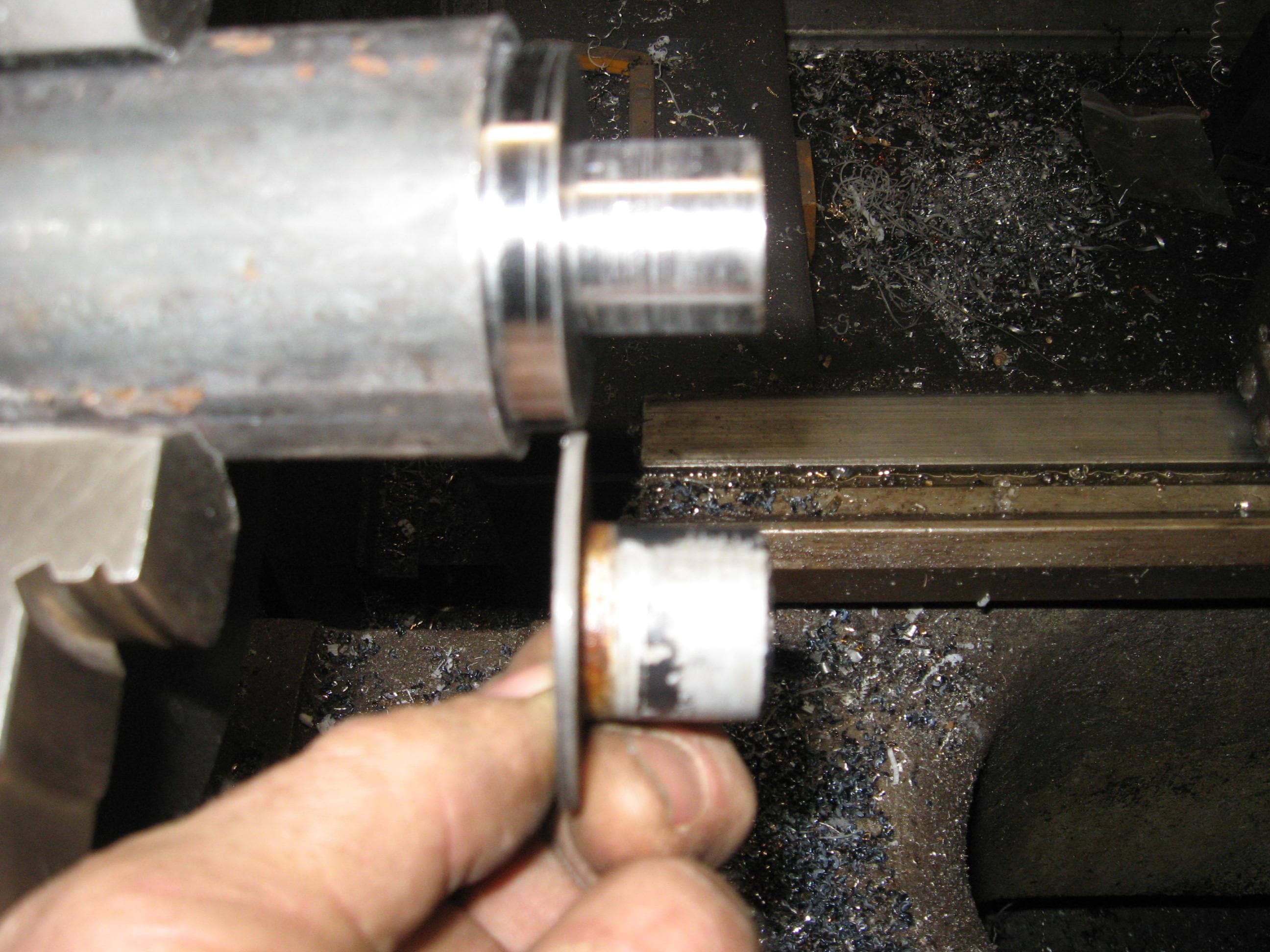
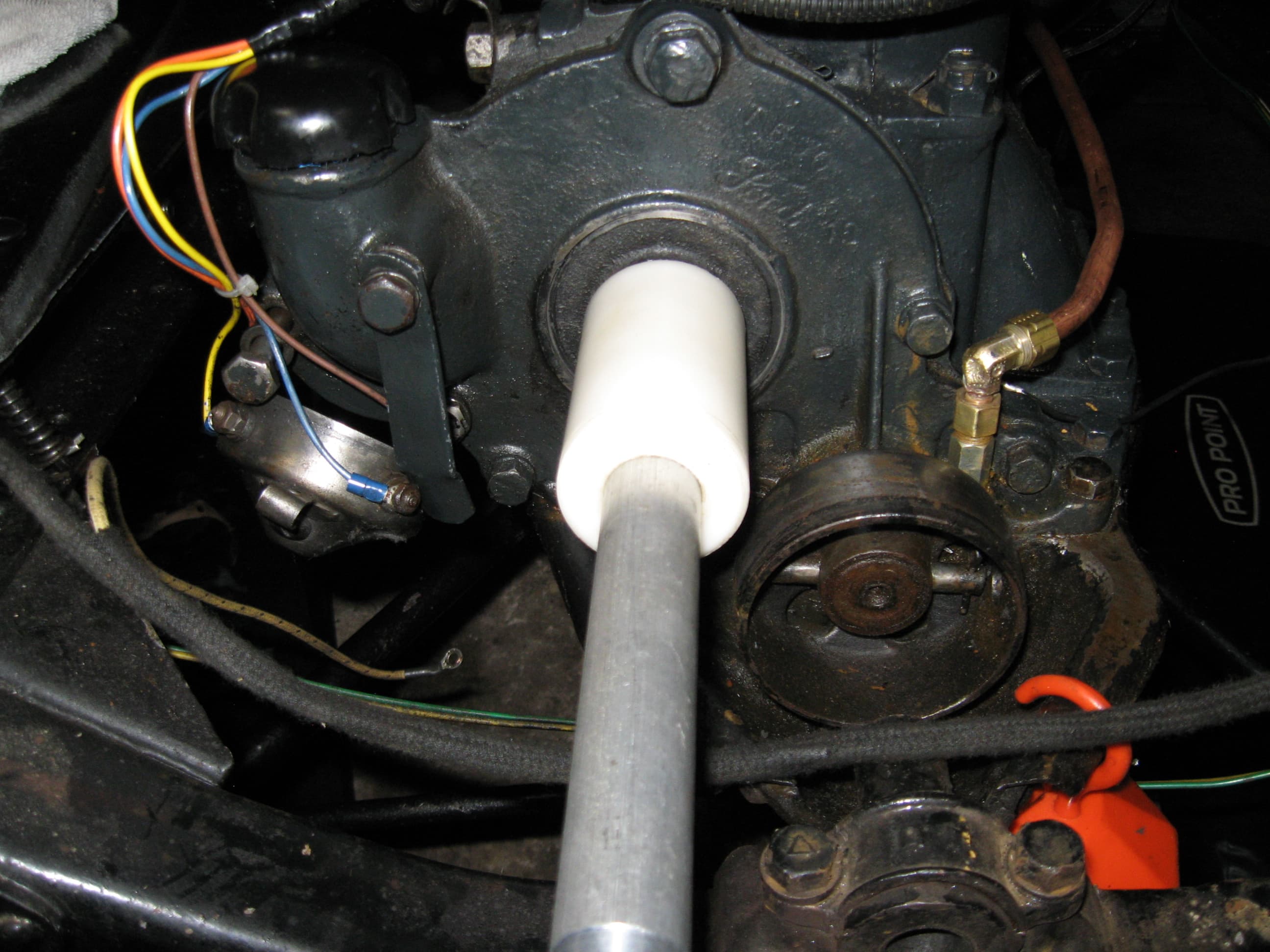
Next on the list is the New Day timer. It comes with a modern cam shaft seal to replace the tin cover and felt seal in behind. Problem is that Henry didn’t machine the area for a seal that didn’t exist. In the instructions they state that sometimes the seal fits other times not. Mine is a “not”. The instructions suggest using some RTV silicone on the outside of the seal to fill in the gap. (overall - .020 inch) My experience, regular silicone doesn’t like oil, so I used a silicone based gasket maker (SI 5900) I have used this stuff many time in my career as a Millwright with excellent results. But how to install a seal, trying to get the lip to go over the end of the shaft, without getting gasket maker all over your fingers. I made a mandrel out of a piece of 1” aluminum bar stock. (end of cam shaft is 1”) I cleaned up the bar and made it smooth so when I pushed the seal over it wouldn’t damage the lip. I had a plastic roller so I opened up the hole in the middle enough for it to slide, but not wobble, so it would push the seal straight.
Then I put a hole in the end of the bar that was a couple of thou larger than the end of the shaft along with a relief because there is a shoulder on the end that sticks out that would not let the bar go up against the end of the cam shaft.
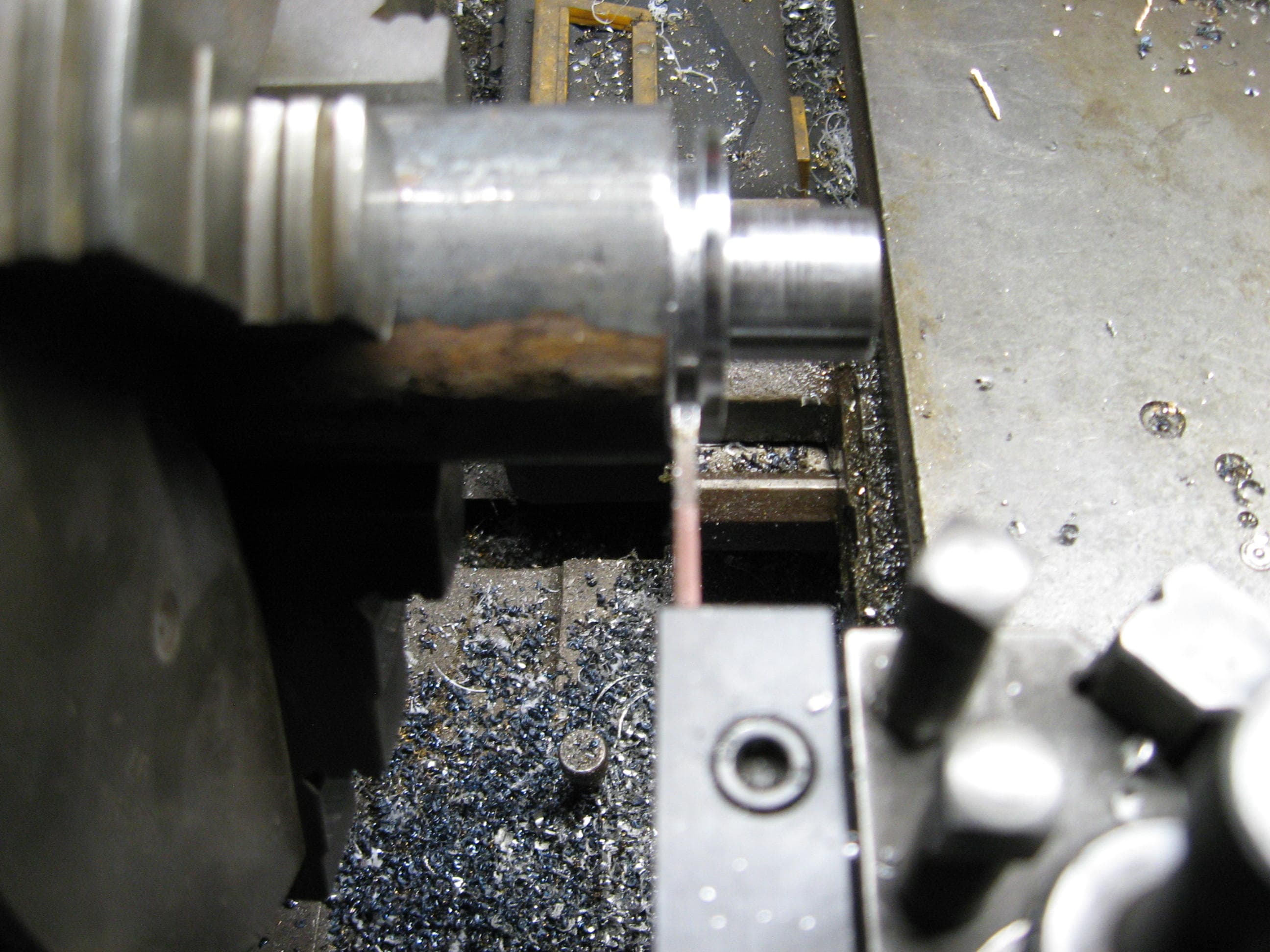
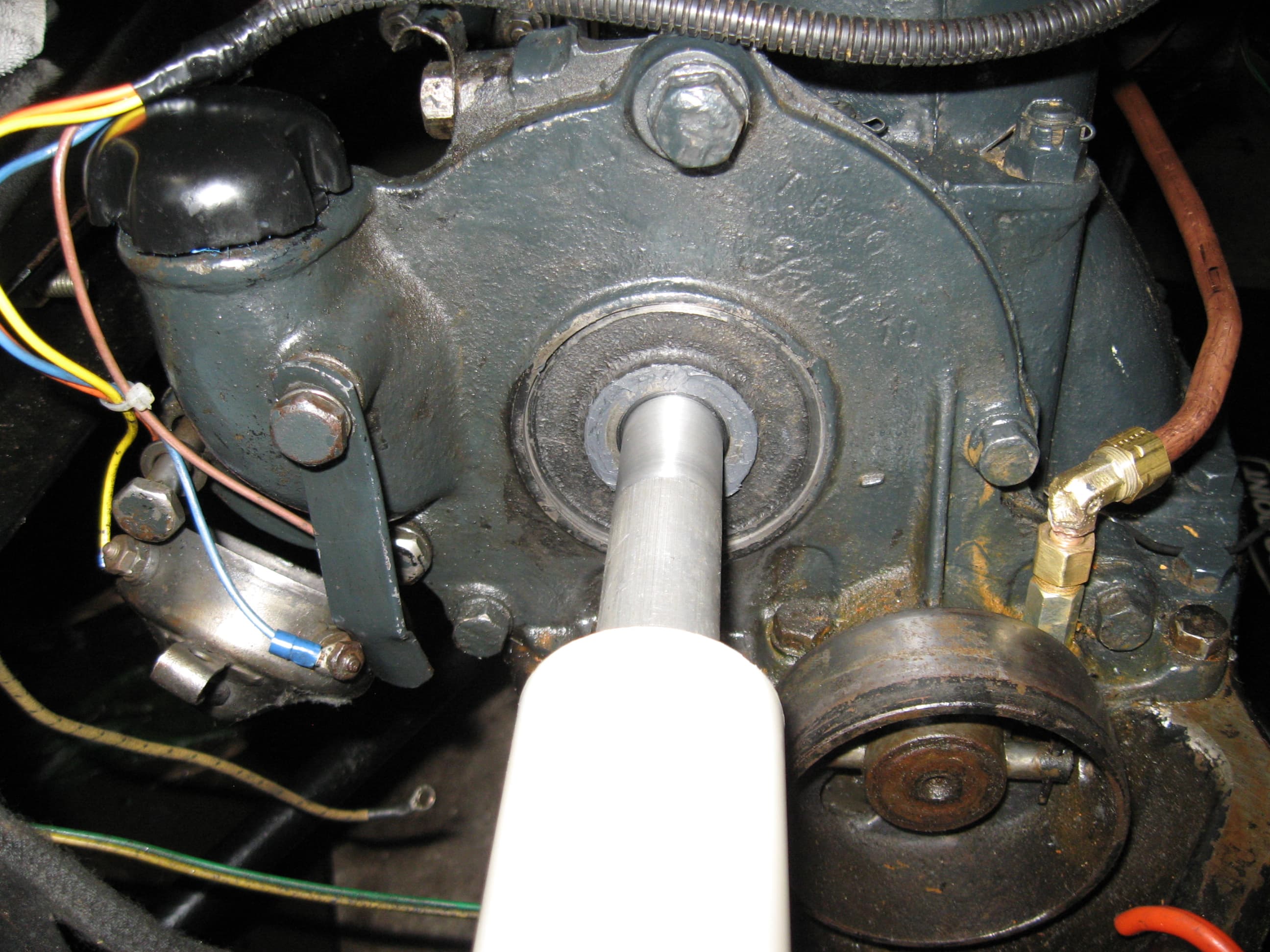
I put a very small amount of gasket maker around the bore where the seal is to go, and did the same to the outside of the seal. Put the bar over the end and used the roller to push the seal in to place.
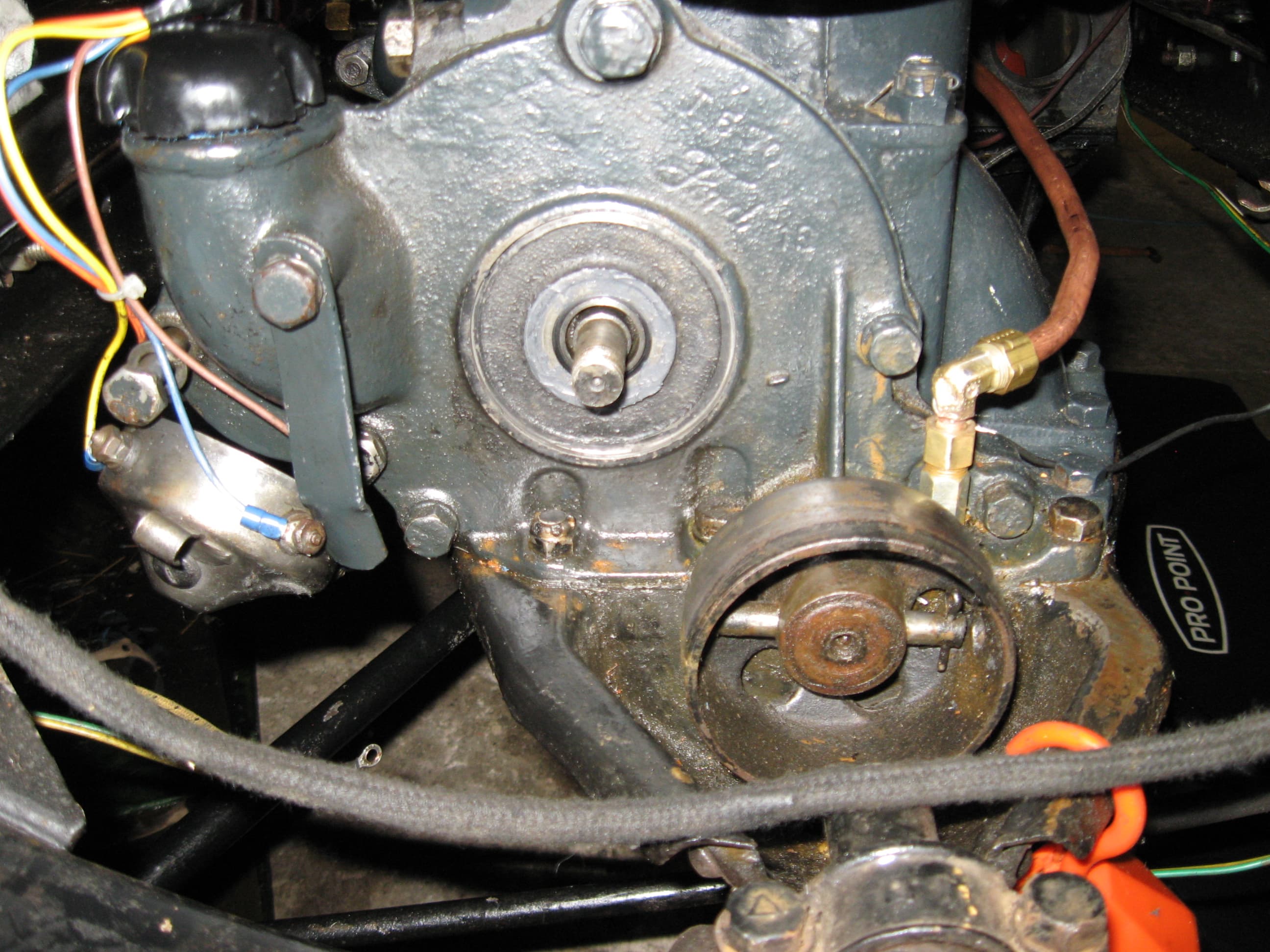
The seal centres itself on the shaft and the gasket maker does the rest. Full cure time is 1 day.
You may notice the old timer hanging by some non-authentic looking wires. Absolutely! I had to make my own harness this summer. When I was cleaning the timer, the original harness fell apart. New one is hanging on the board to install. And the to-do list gets a little smaller.